Устройство подвески Hydractive 3
Подвеска автомобиля это чуть ли не самая главная его часть. И она совершенствуется изо дня в день, с каждой новой более совершенной моделью машины. Хотя и первые модели обычной зависимой подвески встречаются сейчас очень часто. Ведь она проста и надежна — самый отличный вариант для грузовика и внедорожника, лучше не придумаешь. А для обычных седанов, что кататься просто по городу такая подвеска уже неактуально, легковой автомобиль должен обеспечивать мягкую комфортную и безопасную езду, а зависимая подвеска будет слишком жесткой в условиях города, особенно если машина не редко ездит на высоких скоростях.
Подвеска hydractive 3 имеет массу преимуществ. В такой системе применяется технология, что была основана на гидропневматических упругих специальных элементах. Первая гидропневматическая подвеска была изобретена более 50 лет назад фирмой Citroen, и применена была на машинах той же фирмы. Самая современная модель подвеска hydractive 3 имеет все доработанные и улучшенные свои особенности и сейчас ее нередко используют такие компании как Bentley, Mercedes, Rolls- Roysи другие. «Гидропневма» имеет такие присущие только ей особенности:
- Автоматическое управление жесткостью.
- Управление дорожным просветом.
- Возможность, при нужде, самому управлять выше перечисленным.
- Основные достоинства
- Устройство технологии
- Система управления
Основные достоинства
Достоинств как таковых, просто масса. Но основное — это, конечно же, невиданная плавность присущая разве что лимузинам и старым ГАЗ-21, на которых благодаря подвеске и массе не чувствовался даже железнодорожный переезд. Стоит вспомнить даже самые первые Ситроены, что были оснащены такой подвеской — они прекрасно управляемы и отлично переносили даже очень плохую дорогу.
Подвеска гидроактив дает возможность самостоятельно регулировать дорожный просвет, вертикальные и горизонтальные положения, чтобы максимально гасить удары от езды, умная адаптация под стиль вождения конкретного водителя.
Есть, конечно же и минусы. Их два: сверх сложность и огромная цена. Они, к сожалению, часто становятся решающими при выборе машины. Также интересны модели автомобилей имеющих комбинированную подвеску. Ситроеновцы научились совмещать свою гидроподвеску с остальными типами. К примеру, известная модель С5 имеет на передней оси гидро скрещенную с МакФерсон, а сзади с многорычажной подвеской.
Устройство технологии
Сейчас развитие hydractive проходит по двум траекториям — это расширение возможностей и повышение стойкости к повреждениям. Технически же гидроподвеска включает в себя следующие элементы: стойки переднего моста, цилиндры гидропневматики для заднего моста, электрические регуляторы жесткости и электронный блок управления. Также в эту систему входит и гидроусилитель руля. Раньше в гидроподвеску также встраивалась и тормозная система. Но начиная с третьего поколения тормозной контур проложен отдельно.
Для лучшего понимания уделим внимание конкретно каждому элементу. Первым будет гидроэлектронный блок, он отвечает за подачу и дозировку рабочей жидкости и регулировку давления во всей системе. В состав блока входит электромотор, поршневой насос, и контролирующие клапаны, блок управления, предохранительный клапан и запирающий клапан. Запорный клапан служит для того, чтобы при выключенном двигателе кузов не опускался ближе к земле. Непосредственно система контроля — это блок управления и электромагнитный клапан.
Рядом с электронным блоком управления расположился бачок с рабочей жидкостью. В него заливается интересная по цвету оранжевая жидкость. Теперь обратим внимание на стойку передней подвески. Она, кроме своего основного назначения имеет в себе еще и гидропневматический демпфирующий элемент, и гидроцилиндр. Также есть еще и амортизационный клапан, суть которого заключается в гашении колебаний кузова. Гидропневматический упругий узел внешне выглядит как металлическая сфера, внутри которой есть деления из многослойной мембраны. С двух сторон мембраны имеются рабочие вещества. С одной стороны, газ азот, который выступает упругим элементом, а с другой стороны жидкость, которая передает давление внутри системы. Упругие элементы, в последнем поколении такой подвески, есть на каждом колесе. Смысл этого в том, что таким образом осуществляется более широкая настройка жесткости подвески.
Далее рассмотрим гидравлические цилиндры. Они служат для нагнетания жидкости в упругие элементы, чтобы та регулировала дорожный просвет, положение кузова машины. Сам цилиндр имеет внутри себя поршень, в который встроен шток соединенный со специальным рычагом. Все гидравлические цилиндры одинаковые по всей подвеске, то есть имеют идентичную конструкцию, но передние располагаются горизонтально, а задние вертикально. Теперь рассмотрим работу регулятора жесткости. Он имеет встроенный электромагнитный клапан, который собственно и регулирует жесткость, несколько амортизационных клапанов и золотник. На корпусе регулятора жесткости закреплена сфера. Регулятор есть как на передней оси, так и на задней. Регулятор при переводе его в мягкий режим связывает между собой все упругие элементы подвески, за счет чего повышается давление и объем газа в системе. Когда водитель переводит тумблер в жесткий или спортивный режим, то регулятор наоборот изолирует друг от друга дополнительные сферы и задние цилиндры.
 Устройство подвески Hydractive 3
Устройство подвески Hydractive 3
Система управления
К системе управления можно отнести электронный блок управления и его исполнительные механизмы. Работа блока основывается на показании датчиков. Сенсоры входа и селектор выбора режимов работы относят к входным устройствам. Сенсоры нужны для того, чтобы преобразовывать различные характеристики и сигналы. В гидроподвеске применяется много разных датчиков: датчик положения кузова относительно дороги и датчик поворота руля. Датчик высоты кузова информирует ЭБУ (электронный блок управления) о среднем положении кузова относительно земли. Как правило, для адекватной работы ЭБУ на машину ставят несколько таких сенсоров. Датчик, как в принципе понятно из названия, следит за углом и направлением поворота руля, передает сведения в ЭБУ, а тот, в свою очередь, анализирует их. ЭБУ предоставляет автоматический режим работы подвески, но есть и селектор, с помощью которого можно самостоятельно выбирать высоту кузова и жесткость подвески. В работе блока управления подвески принимает участие также и ЭБУ самого двигателя и АБС (антиблокирующая система) тормозов, вместе они осуществляют более широкие задачи. Вот собственно и все, принцип работы гидроподвески полностью описан.
Гидропневматическая подвеска
Гидропневматическая подвеска – вид подвески, в котором используются гидропневматические упругие элементы. Впервые гидропневматическая подвеска была применена на автомобилях Citroen в 1954 году. Современной конструкцией гидропневматической подвески является подвеска Hydractive, в которой реализованы ее лучшие качества. В настоящее время устанавливается гидропневматическая подвеска Hydractive третьего поколения. Гидропневматическая подвеска применялась по лицензии на автомобилях Mercedes, Rolls-Royce и др. В конструкции современной гидропневматической подвески предусмотрено автоматическое изменение характеристик, т.е. она является активной подвеской.

Основными преимуществами гидропневматической подвески являются высокая плавность хода, возможность регулировки положения кузова относительно дорожного покрытия, эффективное гашение колебаний, адаптация к стилю вождения конкретного человека. Сложность и высокая стоимость являются сдерживающими факторами широкого применения данного типа подвески.
Гидропневматическая подвеска используется совместно с другими типами подвесок. Так, на автомобиле Citroen C5 гидропневматическая подвеска на передней оси интегрирована с подвеской МакФерсон, а на задней оси с многорычажной подвеской.
Гидропневматическая подвеска Hydractive
История гидравлической подвески Hydractive насчитывает три поколения:
- Hydractive 1 – с 1989 года;
- Hydractive 2 – с 1993 года;
- Hydractive 3 – с 2000 года.
Развитие гидропневматической подвески Hydractive осуществляется в двух направлениях – повышение надежности и расширение функциональных возможностей. Устройство гидропневматической подвески Hydractive рассмотрено на примере подвески третьего поколения. Подвеска Hydractive 3 состоит из стоек передней подвески, задних гидропневматических цилиндров, регуляторов жесткости, гидроэлектронного блока и системы управления.

Гидроэлектронный блок, резервуар рабочей жидкости, передние стойки, задние цилиндры, регуляторы жесткости образуют гидравлическую систему подвески. В гидравлическую систему также включен контур гидравлического усилителя рулевого управления. В ранних версиях подвески гидравлическая система объединяла контур тормозной системы автомобиля. В подвеске Hydractive 3 тормозная система независима.
Гидроэлектронный блок (гидротроник) обеспечивает необходимое количество и давление рабочей жидкости в гидравлической системе подвески. Он объединяет электродвигатель, аксиально-поршневой насос, электронный блок управления, электромагнитные клапаны регулирования высоты кузова, запорный клапан (предотвращает опускание кузова в нерабочем состоянии), предохранительный клапан. Электронный блок управления и электромагнитные клапаны являются элементами системы управления подвески.
Резервуар рабочей жидкости располагается непосредственно над гидроэлектронным блоком. В подвеске Hydractive 3 используется рабочая жидкость LDS (оранжевый цвет), пришедшая на смену жидкости LHM (зеленый цвет).
Стойка передней подвески объединяет гидроцилиндр и гидропневматический упругий элемент, между которыми расположен амортизаторный клапан, обеспечивающий гашений колебаний кузова.
Гидропневматический упругий элемент представляет собой металлическую сферу, которая внутри разделена эластичной многослойной мембраной. Над мембраной находится сжатый газ – азот, под мембраной – специальная жидкость. Жидкость передает давление в системе, а газ выступает упругим элементом.
На подвеске Hydractive 3+ устанавливается по одному упругому элементу на каждое колесо и по одной дополнительной сфере на каждую ось. Применение дополнительных упругих элементов значительно расширяет параметры регулирования жесткости подвески. Современные сферы имеют серый цвет и сохраняют работоспособность в пределе 200000 км пробега.
Гидравлические цилиндры предназначены для нагнетания жидкости в упругие элементы и регулирования высоты положения кузова относительно дорожного покрытия. Гидроцилиндр снабжен поршнем, шток которого соединен с соответствующим рычагом подвески. Задние гидропневматические цилиндры по конструкции аналогичны передним стойкам, но расположены под углом к горизонтальной плоскости.
Регулятор жесткости служит для изменения жесткости подвески. Он включает электромагнитный клапан регулирования жесткости, золотник, два дополнительных амортизаторных клапана. На регуляторе жесткости закреплена дополнительная сфера. Регулятор жесткости устанавливается на передней и задней подвеске. В мягком режиме подвески регулятор жесткости объединяет все гидропневматические упругие элементы между собой, при котором достигается максимальный объем газа. Электромагнитный клапан при этом обесточен. При подаче напряжения на электромагнитный клапан включается жесткий режим подвески, при котором стойки, задние цилиндры и дополнительные сферы изолируются друг от друга.
Система управления гидропневматической подвески включает входные устройства, электронный блок управления и исполнительные устройства.
К входным устройствам относятся входные датчики и переключатель режимов работы. Входные датчики преобразуют соответствующие характеристики в электрические сигналы. В гидропневматической подвеске Hydractive 3 используются датчики положения кузова по высоте и угловой датчик рулевого колеса. Датчик положения кузова по высоте представляет информацию о средней высоте кузова. На автомобили Citroen устанавливается 2 или 4 таких датчика. Датчик угла поворота рулевого колеса измеряет направление и скорость вращения рулевого колеса. Переключатель режимов работы обеспечивает ручное (принудительное) регулирование высоты кузова и жесткости гидропневматической подвески.
Электронный блок управления принимает сигналы от входных устройств. обрабатывает их в соответствии с заложенной программой и формирует управляющие воздействия на исполнительные устройства. В своей работе электронный блок управления взаимодействует с системой управления двигателем, антиблокировочной системой тормозов.
К исполнительным устройствам системы управления подвески Hydractive 3 относятся электродвигатель насоса гидравлической системы, электромагнитные клапаны регулирования высоты и жесткости, электрический корректор фар.
Электродвигатель под управлением изменяет скорость вращения, соответственно изменяется производительность насоса и давление в системе. В подвеске Hydractive 3 используется 4 электромагнитных клапана регулирования высоты – два на переднюю подвеску (впускной и выпускной) и два на заднюю подвеску (впускной и выпускной). Электромагнитные клапаны регулирования жесткости расположены в регуляторах жесткости.
Гидропневматическая подвеска Hydractive 3 обеспечивает:
- автоматическое регулирование дорожного просвета;
- автоматическое регулирование жесткости;
- принудительное изменение дорожного просвета и жесткости.
Автоматическое регулирование дорожного просвета осуществляется в зависимости от скорости движения автомобиля, качества дорожного покрытия и стиля вождения конкретного человека. При движении по автомагистрали со скоростью более 110 км/ч высота кузова автоматически снижается на 15 мм. При плохих дорожных условиях и скорости ниже 60 км/ч клиренс автоматически увеличивается на 20 мм. В автомобиле автоматически поддерживается определенная высота кузова независимо от нагрузки (загрузки). Высота подъема кузова определяется объемом специальной жидкости, циркулируемой в контуре системы. Объем жидкости дозируется регулятором положения кузова. Работа гидропневматической подвески обеспечивает сохранение заданного уровня пола кузова при перемещении колес по неровному дорожному покрытию.
Автоматическое регулирование жесткости подвески реализовано в расширенной версии подвески Hydractive 3+. Изменение режимов жесткости производится в зависимости от характера движения (ускорение, торможение, движение по прямой, в поворотах). Для принятия решения используются следующие параметры: скорость автомобиля, продольное и поперечное ускорение, изменение высоты. угол и скорость поворота рулевого колеса, изменение крутящего момента, изменение давления в тормозной системе. В зависимости от условий система автоматически воздействует на электромагнитный клапан регулятора жесткости и приводит подвеску в жесткий или мягкий режим. Изменение жесткости осуществляется как для отдельного упругого элемента (при повороте автомобиля), так и всей системы (при прямолинейном движении).
В конструкции гидропневматической подвески предусмотрено принудительное (ручное) изменение дорожного просвета, что в конкретных условиях обеспечивает преодоление препятствий, а также удобство погрузки (выгрузки) и уборки автомобиля. В расширенной версии подвески Hydractive 3+ вручную можно изменять и жесткость подвески.
Гидропневматическая подвеска автомобиля
 Подвеска Hydractive, достаточно не плохо себя зарекомендовала по комфорту и качеству. Расскажем о разновидностях, принципе работы и составных частях. Подвеска Hydractive, достаточно не плохо себя зарекомендовала по комфорту и качеству. Расскажем о разновидностях, принципе работы и составных частях.
Подвеска Hydractive, достаточно не плохо себя зарекомендовала по комфорту и качеству. Расскажем о разновидностях, принципе работы и составных частях. Подвеска Hydractive, достаточно не плохо себя зарекомендовала по комфорту и качеству. Расскажем о разновидностях, принципе работы и составных частях.

История гидропневматической подвески начинается еще с 1954 года. Тогда она использовалась на автомобилях марки Citroen. Современная гидропневматическая подвеска более известна как Hydractive, инженеры постарались внедрить в нее самые лучшие качества и технологии, собранные за столь долгий период существования.
В наши дни используется гидропневматическая подвеска третьего поколения, по лицензии её используют на Rolls-Royce, Mercedes и других дорогих марках автомобилей. В большей части конструкция подвески автоматизирована, с минимальным вмешательством человеческого фактора. Бывает, что данный тип производители относят к активной подвеске.
Первое поколение Hydractive стартовало свое существование в 1989 году, далее с 1993 вышло второе поколение гидропневматической подвески. Третье поколение стартовало с 2000 года и по наши дни.
Преимущества подвески Hydractive

Главным и самым ярким качеством гидропневматической подвески автомобиля можно считать плавность работы и почти нулевую передачу удара на кузов. Так же есть возможность регулировать дорожный просвет, увеличивая или уменьшая его. Последнее поколение подвески Hydractive 3 может приспосабливаться к стилю вождения водителя, будь то плавная езда или резкая, срезая повороты. Эффективное гашение колебаний кузова, сводит практически к нулю резки удары по колесам на неровной дороге.
Производители, которые купили лицензию на использование данной подвески, часто комбинируют с другими подвесками типа МакФерсон или многорычажной подвеской. Высокая стоимость и сложность построения являются основными причинами, почему такой вид подвески используется только на дорогих автомобилях. Но все же для своих автомобилей Citroen используют в полной мере.
Примером считается модель C5, передняя часть подвески работает в пару с подвеской МакФерсона, а задняя ось в пару с многорычажной подвеской. Такое сочетание делает её более дешевой и простой в обслуживании. На сегодняшний день развитие идет в двух направлениях, первый это усовершенствование надежности, второй – расширение функциональных возможностей.
С чего состоит подвеска и для чего служат детали

Как и любой механизм, в состав гидропневматической подвески входят разные детали. Подвеска Hydractive 3 состоит из основных частей:
-
передние стойки подвески;
гидропневматические цилиндры для задней оси;
регуляторы жесткости подвески;
Каждый из механизмов выполняет выделенную ему роль и не спроста инженеры сделали именно такой перечень. Конечно, с прогрессом технологии список может меняться, но основные останутся в силе. Так же в гидропневматическую подвеску входит контур гидравлического усилителя руля.
Главным назначением гидроэлектронного блока (известного так же как гидротроник) считается обеспечение необходимого давления и количества жидкости в гидравлической подвеске. В нее так же включены электродвигатель, насос аксиально-поршневой, блок электронного управления, электромагнитные клапана, для регулировки кузова по высоте, запорный клапан (предназначенный для предотвращения опускания кузова, когда автомобиль не работает) и клапан предохранительный.

Как правило, емкость с рабочей жидкостью располагают над гидроэлектронным блоком. Для подвески третьего поколения Hydractive 3 используется жидкость оранжевого цвета LDS, во втором поколении использовалась LHM и была она зеленого цвета. Что касается передней стойки, то она объединяет гидропневматический элемент и гидроцилиндр, между ними расположен амортизаторный клапан. Именно он обеспечивает уменьшение колебаний кузова автомобиля.
Гидропневматический элемент выглядит как металлическая сфера, внутри она разделена многослойной мембранной. Над мембраной располагается сжатый газ, в частности азот. Под мембранной, как правило, специальная жидкость. В результате жидкость передает давление, а газ выступает как упругий элемент системы.
Далее по списку идет гидравлический цилиндр, его главной целью является накапливание жидкости в упругие элементы и регулировка высоты кузова относительно дороги. Гидроцилиндр состоит из поршня, шток которого соединен с рычагом подвески. Как спереди, так и сзади гидроцилиндры аналогичны по конструкции, но позади они располагаются под углом, относительно поверхности.
Предназначение регулятора жесткости понятное дело является изменение жесткости подвески. В него входят электромагнитный клапан, для регулировки жесткости, золотник и два амортизаторных клапана. На этом регуляторе располагается дополнительная сфера. Сам же регулятор устанавливается на задней и передней подвесках. При выборе мягкого режима подвески, он объединяет в себе все гидропневматические элементы, в таком случае достигается максимальный объем газа внутри, стоит учесть, что электромагнитный клапан будет отключен от питания.Если же подать питание на электромагнитный клапан, то включится жесткий режим подвески, стойки, задние цилиндры, а так же дополнительные сферы будут изолированы друг от друга. Понятно становится, что система гидропневматической подвеской третьего поколения включает в себя входящие, исполнительные устройства и блок электронный для управления.
До входных устройств зачастую относят различные датчики и переключатель режимов подвески. Для подвески Hydractive 3 используют датчики высоты положения кузова и датчик угла руля. Как правило, устанавливается 2 или 4 датчика для измерения высоты кузова, а вот датчик руля один, он будет снимать показания направления и скорости вращения руля. Переключатель выбора режима подвески в принудительном порядке установит высоту кузова и жесткость подвески.

Далее идет электронный блок управления, он принимает и обрабатывает команды от входных устройств. В результате обработки выдает команды на устройства гидропневматической подвески, которые будут выполнять эти команды. Зачастую он работает в пару с системой управления двигателем и антиблокировочной системой тормозов.
Исполнительные устройства подвески Hydractive 3 представляют собой электродвигатель насоса, электромагнитные клапана для регулировки высоты и электрический корректор фар, который в соответствии с выбранной высотой выставит переднюю оптику. Под управлением электродвигатель меняет скорость вращения, как результат меняется и производительность насоса, и давление во всей системе.
Как правило, в третьем поколении подвески Hydractive используется 4 электромагнитные клапана для регулировки высоты, два на переднюю и два на заднюю оси, соответственно впускной и выпускной. Зачастую электромагнитные клапана располагают в регуляторах жесткости.
Как работает гидропневматическая подвеска

Главным назначением гидропневматической подвески является автоматическая регулировка клиренса, регулировка жесткости подвески и принудительное измерение жесткости и клиренса подвески. Последнее, то есть автоматическая регулировка клиренса проходит в соответствии со скоростью движения автомобиля, стиля вождения водителя и качества покрытия дороги. При скорости свыше 110 км/час и ровной магистрали, клиренс автоматически уменьшается на 15 мм. Если же дорога плохая и скорость ниже 60 км/час, просвет увеличивается автоматически на 20 мм. Так же стоит учесть, что в машине автоматически поддерживается определенная высота, не зависимо от загрузки.
Эта высота кузова автомобиля поддерживается в постоянном режиме благодаря специальной жидкости, которая циркулирует по контуру системы. Таким образом, гидропневматическая подвеска сохраняет заданный уровень кузова, в то время как колеса перемещаются по неровностям дороги.

Есть еще дополнительный вариант подвески, это Hydractive 3+ , в ней реализована автоматическая регулировка жесткости в зависимости от ускорения, движения по прямой, в поворотах и торможении. Для этого блок управления учитывает скорость автомобиля, продольное и поперечное ускорение, угол и скорость вращения руля, а так же другие параметры, которые меняются при езде.
Система автоматически будет управлять электромагнитным клапаном жесткости, тем самым делая её мягкой или жесткой. Смена жесткости происходит как для отдельных элементов (на каждое колесо), так и для всех колес в целом. Все же инженеры предусмотрели ручное управление для изменения дорожного просвета, тем самым помогая преодолеть препятствия.
Цена ремонта и деталей

Как мы уже говорили выше, гидропневматическая подвеска не дешевое удовольствие и ремонт, как результат тоже не дешевый. Для примера, цена замены гидроамортизатора составляет от 2000 рублей. Замена переднего регулятора жесткости от 4500 р., а замена передней сферы от 700 р. Зачастую, как правило, одна поломка тянет за собой выход из строя нескольких деталей.
Жидкость в гидропневматику третьего поколения стоит от 600 р., насос для такой подвески обойдется от 6000 р., в зависимости от машины и года выпуска. Сразу становится ясно, что цены не малые и прежде чем покупать автомобиль с такой подвеской, стоит помнить, что её обслуживать нужно будет чаще, чем обычную.
Видео работы гидропневматической подвески:
Гидропневматическая подвеска
Совместно с системой саморегулирования применяется гидропневматическая подвеска, принципиальная схема которой показана на рисунке:
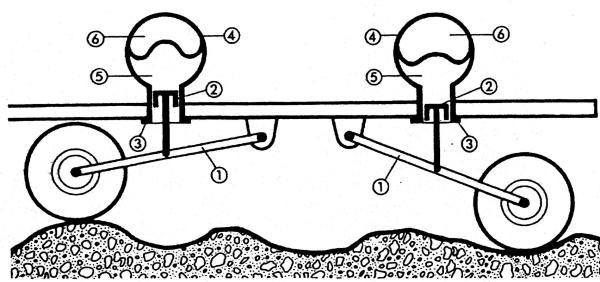
Рис. Принципиальная схема гидропневматической подвески:
1 – рычаг подвески; 2 – поршень гидроцилиндра; 3 – корпус гидроцилиндра; 4 – сфера; 5 – масло; 6 – сжатый азот
Главным составляющим подвески является упругий элемент, который состоит из цилиндра, в котором перемещается поршень 2, с длинной направляющей цилиндрической поверхностью. В верхней части цилиндра установлен сферический баллон 4, разделенный эластичной диафрагмой (мембраной) на две полости: верхняя заполнена сжатым азотом, нижняя жидкостью. Между цилиндром и баллоном расположен амортизационный клапан, через который пропускается жидкость при ходе отбоя и сжатия (на схеме не показан).
Функцию упругой пружины в пневмогидравлическом упругом элементе выполняет газ (азот), полость расположения которого от полости, занятой жидкостью, разделяется эластичной мембраной. Увеличивая или уменьшая объем жидкости, можно изменять положение поршня, связанного с направляющим рычагом подвески 1, и тем самым изменять дорожный просвет между кузовом и дорогой. Изменяя давление и объем газа в определенной пропорции, (подвеска Hydractive) можно при одной и той же нагрузке на колесе изменять упругую характеристику подвески, делая ее либо «мягкой» (комфортный режим), либо «жесткой» (спортивный режим). Гашение колебаний в таком упругом элементе осуществляется амортизационным клапаном 8, при перетекании жидкости под воздействием поршня из полости цилиндра в подмембранную полость баллона.
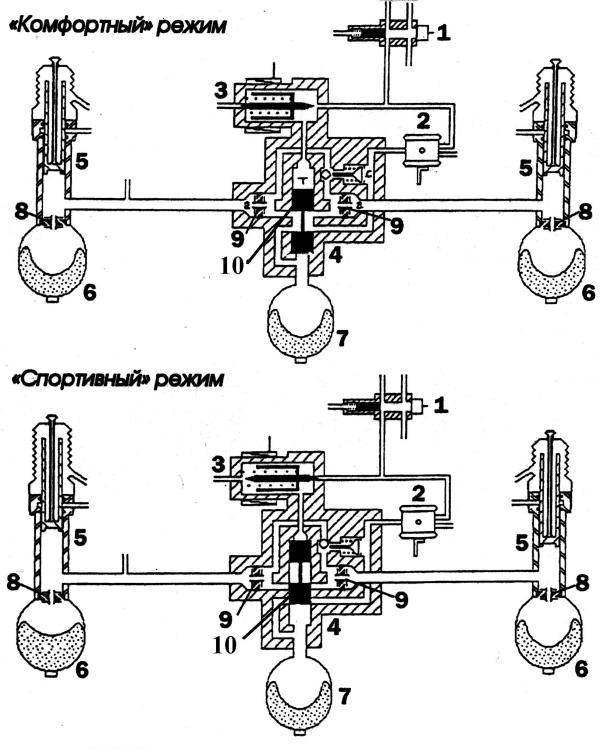
Рис. Схема работы подвески Hydractive:
1 – предохранительный клапан-распределитель; 2 – регулятор положения кузова; 3 – электромагнитный клапан; 4 – регулятор жесткости; 5 – гидроцилиндр подвески; 6 – основная сфера; 7 – дополнительная сфера; 8 – основной амортизационный клапан; 9 – дополнительный амортизационный клапан; 10 – золотник
Увеличение объема газа в пневмогидравлическом упругом элементе (для создания «мягкой» характеристики) достигается с помощью дополнительных сфер 7, включенных раздельно в систему передней и задней подвесок. Работа подвески в «комфортном» режиме обеспечивает при движении автомобиля высокий комфорт и удобство управления; работа в «спортивном» режиме улучшает устойчивость автомобиля на поворотах и при торможении, что повышает безопасность. В «комфортном» режиме электромагнитный клапан 3 и золотник 10 открывают соединительную магистраль между основными сферами 6, а также подключают к ним дополнительную сферу 7, что увеличивает плавность хода. В «спортивном» режиме золотник отключает третью сферу и размыкает соединительную магистраль, что увеличивает жесткость подвески примерно в три раза выше.
Для перевода подвески в «комфортный» или «спортивный» режим служит электромагнитный клапан 3 (регулятор жесткости), отключающий или подключающий дополнительный баллон к гидравлическому приводу системы подвески.
Дальнейшим совершенствованием подвески Hydractive явилось применение электронной системы управления по специальной программе. Она обеспечивает изменение характеристики подвески в зависимости от дорожной ситуации для лучшей управляемости и от изменения состояния дороги. Аналогично рассмотренной выше системе, программа позволяет водителю выбрать «жесткий» или «автоматический» режим. В «жестком» режиме компьютер регулирует уровень демпфирования для обеспечения спортивной жесткой характеристики подвески. В «автоматическом» режиме регулируется уровень демпфирования для обеспечения комфортного движения в нормальных условиях. При торможении, повороте или резком ускорении система автоматически переключается на «жесткий» режим. При высоких скоростях движения система переключается на «жесткий» режим по сигналу контрольного модуля двигателя в зависимости от угла поворота дроссельной заслонки и давления во впускном коллекторе.
Управление электромагнитным клапаном, переключающим режимы работы подвески, осуществляется микропроцессором, который получает информацию от нескольких датчиков:
- положения кузова по высоте
- угла поворота рулевого колеса и его угловой скорости вращения
- положения педали акселератора
- давления в тормозной системе
- крена кузова
- скорости автомобиля
Данные памяти компьютера сравниваются с получаемой от датчиков информацией и микропроцессор выбирает соответствующий режим подвески. Включение соответствующего режима подвески происходит менее чем через 0,05 с.
Информацию о положении кузова в микропроцессор передает специальный датчик.
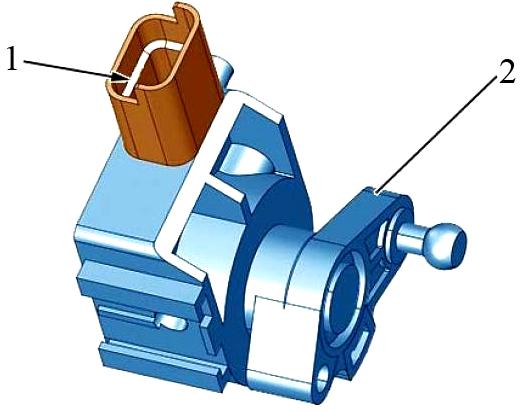
Рис. Датчик высоты положения кузова:
1 – контактный разъем; 2 – рычаг положения кузова
Датчики высоты кузова относятся к аналоговому типу. Они посылают информацию о средней высоте кузова и колебаниях подвески на электронные блоки управления подвеской и фар. Изменение высоты кузова вызывает изменение угла датчика высоты кузова, что влияет на выходное напряжение датчика.
Отрицательное значение угла датчика высоты кузова соответствует сжатию подвески. Положительное значение угла датчика высоты кузова соответствует отдаче подвески.
Аналогичные системы применяются для автомобилей Mersedes-Benz.
Блок управления получает входные сигналы от следующих устройств:
- датчика ускорений кузова
- датчика ускорений колеса
- датчика загрузки, давления в задних стойках
- датчика угла поворота колеса
- переключателя «комфорт/спорт»
- блока управления ABS о скорости движения автомобиля
На основании этих данных вычисляются качество дорожного покрытия, поперечное ускорение, загрузка, предпочтение водителя и производится управление клапанами регулировки жесткости.
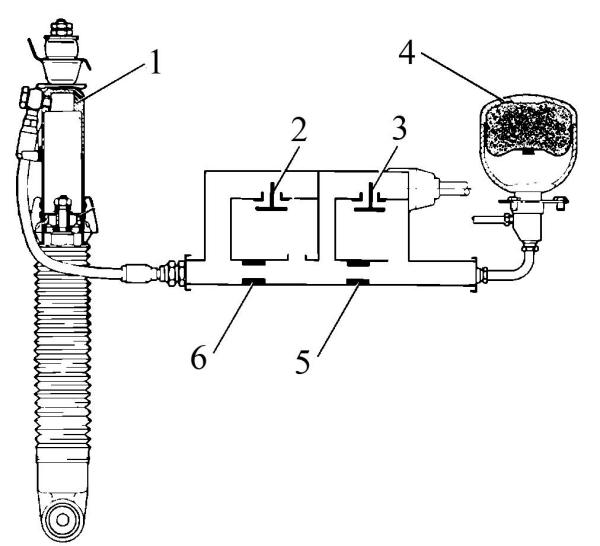
Рис. Схема работы подвески ADS Mercedes-Benz:
1 – амортизационная стойка; 2, 3 электромагнитные клапана; 4 – сфера (энергоаккумулятор); 5,6 – калиброванные отверстия
Если оба клапана 2 и 3 закрыты, сечение канала по которому перетекает жидкость минимально, и амортизатор имеет максимальную жесткость. Открывая клапаны по отдельности или одновременно, можно увеличить сечение канала и, соответственно уменьшить жесткость амортизаторов. При отключении системы питание с контактов снимается, что устанавливает режим максимальной жесткости амортизаторов. Управление жесткостью амортизаторов производится раздельно для передней и задней оси.
Гильзовка. Ответы на частые вопросы.


1. Гильзовка блока цилиндров или замена на новый двигатель («шорт-блок», блок цилиндров)?
«Двигатель «одноразовый», ремонтировать нельзя, только менять (двигатель в сборе, «шорт-блок» или блок цилиндров)…» – чаще всего такое можно услышать про алюминиевые блоки современных двигателей «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс»), «БМВ», особенно про блоки цилиндров с «никасилевым» покрытием («nicasil») или «алюсилевые» («alusil») (другое название: силумалевые – «silumal»). Аргумент такой – гильзовка чугунными гильзами алюминиевого блоа цилиндров не предусмотрена заводом-изготовителем и поэтому такой блок работать не будет, гильзовка невозможна. Между тем, сами фирмы так не считают, например в «БМВ» совершенно спокойно перешли с никасилевого покрытия на двигателях серии M52 на чугунные залитые гильзы на двигателях серии M54 (и продолжают их использовать в дизельных двигателях серии N57), а на двигателях серии N52 применяют технологию заливки алюсилевого блока гильз в магниевый блок цилиндров, «Ауди», «Фольксваген» и «Хонда» также используют все эти варианты (в последнее время, кстати, все чаще применяются именно чугунные гильзы). Причины отказа от гильзвки блока чугунными гильзами: снижение стоимости изготовления и уменьшение веса, простота переработки при утилизации. На то, что при этом уменьшается ресурс (двигатель с чугунными гильзами намного жестче и дольше сохраняет геометрию цилиндров), изготовитель редко обращает внимание (кстати, переход с никасилевого покрытия на двигателях серии М52 на чугунные гильзы в двигателях серии М54 у «БМВ» был вызван именно многочисленными нареканиями на малый ресурс). Между прочим, стоит это иметь в виду при покупке контрактного двигателя б/у: прошло время чугунных «миллионников», сейчас уже хорошо, если двигатель с алюминиевым блоком выхаживает 200 тыс. километров. «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс») спокойно используют чугунные гильзы в алюминиевых блоках уже много лет, при этом для большинства двигателей расточка под ремонтные поршни не предусмотрена (многие даже разбирать нельзя – только замена «шорт-блока»). Между тем абсолютно все блоки можно отремонтировать при помощи гильзовки блока без ухудшения их потребительских качеств, и прилично сэкономив.
2. Некоторые особенности гильзовки алюминиевых блоков цилиндров.
Гильзы с буртами или без?
Основная проблема при гильзовке алюминиевого блока цилиндров чугунными гильзами – разный коэффициент расширения алюминия и чугуна. Чтобы компенсировать ослабление посадки гильзы в блоке при нагреве двигателя до рабочих температур гильза изначально устанавливается в блок с большим натягом, а чтобы исключить возможность подвижности гильзы в цилиндре даже при больших перегревах гильза выполняется с буртом (с «шляпкой»), которая зажимается между блоком и головкой (см. рис.1). Если устанавливать гильзу без бурта (см. рис.2), то гарантировать, что она не сдвинется после гильзовки, невозможно (кстати, такое часто случалось со старыми бензиновыми двигателями V-8 «Ленд-Ровер»).
А как с поршневыми кольцами – ведь материал цилиндра поменялся?
Теперь о том, что касается взаимозаменяемости поршневых колец для различных блоков. Есть простые правила:
— кольца для «никасила» не подходят для чугунных гильз (слишком мягкие, быстро стираются), требуется подбор колец от двигателей с чугунными цилиндрами (возможно, с доработкой канавок под кольца на поршнях)
— кольца для «алюсила» вполне можно использовать для чугунных гильз.
А что такое вообще — «никасил» и «алюсил» («силумал»)?
Немножко подробнее о том, что такое «никасил» и «алюсил», а также общие мысли о расходе масла современными двигателями:
«никасил» — очень твердое и тонкое (0,2…0,3 мм толщиной) гальваническое покрытие на стенках цилиндра (внешне блестящее, с рисками от хонинговки – очень похоже на обычную чугунную гильзу). Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя. Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»). Цилиндричность нарушается, поршни и поршневые кольца перестают нормально работать – отсюда повышенный расход масла и стуки (особенно на «холодную»). «Никасил» полностью удаляется при расточке блока под гильзы.
«алюсил» («силумал») — специальный алюминиевый сплав, из которого сделан цилиндр (внешне матовый и гладкий). Есть два варианта: весь блок цилиндров сделан из такого сплава или же блок из более дешевого (или более легкого (например, магниевого) – смотря какие цели ставятся) материала гильзуется гильзами из «алюсила». Вся хитрость в том, что алюминий почти полностью химически удаляется с поверхности специальной пастой при окончательной обработке цилиндра, поршневые кольца скользят по микрочастичкам кремния, а в микропорах между ними задерживается масло, исключая сухое трение (в чугунных цилиндрах для этого на стенки при окончательной обработке наносят специальные риски – процесс хонингования). И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию. Сейчас технологии шагнули далеко вперед, поэтому используется покрытие, подобное «тефлону» (да-да, как на сковородках!). И все бы хорошо, только современные двигатели очень любят кушать масло (расход в 1.1,5 л на 1000 км уже официально считается дилерами нормой). На это тоже есть свои причины: все производители очень озабочены снижением механических потерь, поэтому усилие разжима поршневых колец делают все меньше и меньше, кольца оставляют больше масла на стенках (кстати, постоянный долив масла позволяет дилерам еще и увеличить межсервисные интервалы до его замены). Получается следующая цепочка: масло сгорает – образуется нагар – абразивные частицы нагара стирают покрытие на поршнях (так же, как стирается покрытие на сковородках) – происходит прихват поршня к стенкам цилиндра – задиры, разрушение. Например, этим страдают бензиновые двигатели 4.5/4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Если тема интересна – задавайте вопросы, постараемся ответить.
Гильзованный мотор: особенности гильзованных двигателей

Начнем с того, что гильзовка двигателя является решением, которое продиктовано необходимостью снизить вес силового агрегата. Еще следует отметить, что данная технология также позволяет добиться общей экономии в рамках производства ДВС. В этой статье мы поговорим о том, что значит гильзованный двигатель, а также как гильзование отражается на ресурсе и надежности мотора.
Зачем и когда моторы начали гильзовать

Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.
Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.
Неремонтопригодный блок цилиндров: что нужно знать
Разобравшись с тем, что значит гильзованный двигатель и зачем нужна установка гильз, давайте рассмотрим дальнейшее развитие технологий производства алюминиевых блоков. Вполне очевидно, что решение отказаться от чугуна и установки гильз позволяет упростить и удешевить процесс, исключить сложную запрессовку гильзы, отливку блока вокруг «стакана» и т.д.
Параллельно цельный блок из алюминия означает, что больше нет необходимости принимать в расчет температурные характеристики двух разных металлов (чугун и алюминий), позволяя добиться лучшего охлаждения цилиндров.
Так появился безгильзовый алюминиевый блок цилиндров. Первые серийные образцы можно было встретить еще в 1971 г. В основе лежал алюминиевый сплав, в который добавлялся кремний (около 17%). В двух словах, зеркало цилиндра резко и сильно охлаждали, в результате происходила кристаллизация кремния в зоне охлаждения. Далее зону упрочнения также обрабатывали кислотами, чтобы удалить остатки алюминия на молекулярном уровне.
Результатом стала твердая стенка, по которой жесткие поршневые кольца могли свободно работать без риска повреждения зеркала цилиндра (так же, как и в чугунном блоке). Далее этот метод получил развитие. Также появились гильзы из алюминия, которые специально насыщали кремнием.
Во всех случаях алюминиевые блоки склонны сильно повреждаться от механического воздействия, в результате образуются серьезные задиры. Дело в том, что под прочным кремниевым слоем, который при этом весьма тонкий, все равно остается достаточно мягкий алюминий.
Кстати, еще одним витком эволюции стала технология упрочнения стенок цилиндра путем гальванического нанесения никеля и карбида кремния под названием Nikasil. Владельцы моделей BMW и Audi хорошо знакомы с такими блоками. Компания БМВ затем пошла еще дальше, выпустив двигатель, который имел алюминиевые упрочненные гильзы, а остальные элементы были выполнены из магниевого сплава. Такой сплав позволил сделать двигатель еще более легким.
Сегодня также постоянно ведутся работы над созданием более совершенных технологий по нанесению упрочняющего покрытия. Например, лазерное легирование кремнием, технология плазменного напыления составов с железом, создание на стенках прочного покрытия из титана и т.д.
Недостатки блока цилиндров из алюминия
С учетом того, что современные технологии шагнули далеко вперед, автопризводители немедленно заявили о том, что двигатели стали не только легче, но и получили увеличенный ресурс. Теоретически так и должно было быть, однако на практике все оказалось несколько иначе.
Прежде всего, хотя кремниевое покрытие или никель тверже и прочнее чугуна, такие блоки все равно очень быстро изнашивались. Например, многие хорошо помнят ситуацию с моторами BMW M52 или M60, которые отличались сильным износом даже не к 100 тысячам пробега, а уже к 60-70 тыс.
Если же говорить об общем ресурсе моторов с алюминиевыми блоками цилиндров различных производителей, на деле ресурс составляет, в среднем, около 300 тыс. км. При этом на данный показатель не особенно влияет сама технология упрочнения цилиндров, а также объем двигателя, его тип и т.д.
Другими словами, форсированный двигатель V8 на дорогом Porsche выйдет из строя уже к 300 тыс. км, при этом простые чугунные блоки или алюминиевые блоки с гильзой из чугуна на моторах с рабочим объемом 1.6-1.8 литра вполне способны отходить 400-450 тыс. км.
При этом рассчитывать даже на такой скромный ресурс можно только с учетом того, что владелец придерживается рекомендованных межсервисных интервалов, использует качественное моторное масло, которое подходит по всем допускам и рекомендациям, заливает хорошее топливо и эксплуатирует двигатель в режимах умеренных нагрузок.
Если говорить о поломках, алюминиевый блок может немедленно выйти из строя без возможности восстановления в случае непредвиденной поломки (например, сломались поршневые кольца и т.д.). При этом замена блока цилиндров обойдется достаточно дорого (в зависимости от марки и модели стоимость замены блока на новую деталь может составлять около 25-30 % от стоимости всего подержанного авто и больше). Вполне очевидно, что небольшой ресурс ЦПГ может обернуться серьезными проблемами для владельца после покупки автомобиля с пробегом на вторичном рынке.
Ремонт алюминиевого блока цилиндров
С учетом перечисленных выше минусов и высокой стоимости замены блока, достаточно актуальным стал вопрос практической возможности ремонта. И снова на помощь автолюбителям пришли уже знакомые гильзы. Не так давно специалисты начали практиковать технологию гильзования блоков из алюминия, которые официально не пригодны для восстановления.
В качестве итога отметим, что загильзовать сегодня можно фактически любой двигатель. Главное, чтобы толщина стенок позволяла выполнить данную операцию. Получается, после дефектовки двигателя вполне можно подобрать подходящие гильзы и установить их в блок. Остается напомнить, что также необходимо тщательно подходить к выбору автосервиса, доверяя такую ответственную работу исключительно проверенным высококвалифицированным специалистам.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Для чего и как обкатывать бензиновый или дизельный двигатель после капитального ремонта. Режимы езды, особенности процесса обкатки, первая замена масла.
Для чего необходимо наносить хон на стенки цилиндров во время ремонта двигателя. Преимущества профессионального хонингования по сравнению со шлифовкой.
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.
Что такое дефектовка двигателя и в каких случаях необходимо выполнять дефектовку мотора. Особенности проведения дефектовки силового агрегата, рекомендации.
Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.
Что собой представляет гильзовка двигателя и как её делают
Подавляющее большинство автомобилистов и простых автолюбителей однозначно сталкивались с понятием гильзовки двигателя. При этом не все до конца понимают, что это значит и как проводится подобная процедура.

Гильзовка, как и расточка, затрагивает именно блок цилиндров ДВС. Подобные операции проводятся в рамках капремонта, то есть капитального восстановления силового агрегата.
Если говорить о расточке, то это метод устранения имеющихся дефектов на стенках цилиндров. Делается это путём снятия слоя металла. Расточку делают до получения ремонтных размеров, после чего туда устанавливаются новые ремонтные поршни и кольца. Что же касается гильзовки, то она используется в ситуациях, когда стенки имеют сильные и глубокие повреждения, не позволяющие устранить их методом расточки.
Дополнительно метод гильзовки применяют в ситуациях, когда цилиндры ранее растачивали до их максимальных ремонтных размеров. Есть некоторые моторы, где заводом не предусмотрена расточка, поскольку отсутствует возможность установки поршней ремонтного размера. Потому здесь сразу применяют гильзовку или гильзование.
Понятие гильзы
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.

Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия. При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
Когда и для чего появилась гильзовка
Многим справедливо интересно, зачем вообще потребовалась гильзовка двигателя и когда впервые начали проводить подобные процедуры.
Изначально гильзование использовалось с целью снижения общей массы силового агрегата. Во многом огромным шагом на пути к снижению массы ДВС стало внедрение алюминия, который постепенно начал вытеснять чугун.
Хотя чугун прочный и дешёвый, он всё равно в 3 раза тяжелее, нежели алюминий. Плюс он страдает такой болезнью как коррозия, имеет меньшие показатели теплопроводности. Чтобы охлаждать такие блоки, требовалось значительно больше жидкости охлаждения.
Впервые внедрить алюминиевые блоки пытались ещё в 1930-годах, устанавливая их на спортивные машины. У облегчённых моторов появились блоки из алюминия, в которые вставляли мокрый тип гильз, изготовленных из чугуна.
Спустя примерно 20 лет алюминий начали внедрять уже в серийное автопроизводство. Чугун на тот момент полностью не ушёл с рынка, поскольку в то время было сложно проводить гильзование. Проблемой оставалась сниженная жёсткость блока, высокие нагрузки на используемые гильзы, быстрый процесс прогара прокладок блока даже когда перегрев был незначительным.
Уже в начале 70-х инженеры перешли на активное применение уже сухих чугунных гильз внутрь алюминиевого блока. Технически было сложно запрессовать нагретую гильзу из чугуна в более мягкий по своей структуре алюминий. Плюс оба металла обладают разными коэффициентами по тепловому расширению. Это приводило к образованию зазоров между гильзами и стенками блока, когда мотор выходил на свои рабочие температурные показатели. По жёсткости алюминий не превосходил чугун, но вот общую массу блока удалось заметно снизить.
Чуть позже по мере развития технологий инженеры перешли к процедуре, при которой гильзы не запрессовывали, а отливали вокруг блока. Внешне гильза из чугуна напоминала небольшую вставку, которую вплавляли в алюминий.
В итоге подняли прочность, но дальнейшая выпрессовка стала уже невозможной. То есть гильзованные по такой технологии моторы становились неремонтопригодными. Так фактически начался период одноразовых ДВС. Постепенно производители полностью отказались от гильз из чугуна, перестав их применять в алюминиевых блоках.
Актуально также узнать про ресурс двигателя, прошедшего процедуры гильзовки. То есть автолюбители интересуются касательно того, какой срок службы может быть у мотора после профессиональной гильзовки.
В действительности продолжительность службы во многом зависит от ряда факторов и правильности проведения всей процедуры, начиная с подготовки и выбора гильз, заканчивая обратной сборкой. Но можно сказать, сколько в среднем ходит гильзованный двигатель. После такого капитального ремонта эксплуатационный срок движка может составлять 100-150 тысяч километров. Это солидный период, учитывая разницу в финансовых затратах на капремонт и покупку нового, пусть даже и подержанного, двигателя.
Чтобы ДВС смог прослужить такой период, после завершения всех работ и начала эксплуатации не стоит забывать об элементарных правилах обслуживания.
Дальнейшее развитие и неремонтопригодные блоки
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.

Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.
В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.
Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.
Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.
Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.

На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку. Для этого в продаже доступны втулки из алюминия;
- Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.




